
Crowning compensation - what is it and why is it important?

One of the things that many of our clients ask about is the common problem of a work piece that suffers from deformation when it is bent along the full length of the press brake bed. The typical complaint is a closed angle at the left and right edges of the work piece, whilst the centre is more open. In another instance, the operator may have set his or her job up using a short piece of material in the centre of the machine, and then moves onto a full length piece expecting the same results. Without understanding how and why deformation occurs or the remedies for it, operators can get themselves in a real twist trying to work the deformation out of the work piece by increasing beam travel and/or pressure.
Why deformation happens.

Exaggerated depiction of the deformation of the top and bottom beams of the press brake.
In a C-frame, downward stroking press brake the hydraulic cylinders are located on the far left and right extremes of the machine. It follows therefore that the pressure is applied most consistently directly underneath the cylinders, even with torsion bars or synchronised hydraulic cylinders. In addition, in most cases the press brake’s elasticity can cause up to a 0.15 mm variation in the middle of the beam on the Y axis (the top beam’s travel), over a 3000mm bed length.
When a workpiece is bent across the length of the machine, this variation can cause deformation and curved workpiece profiles. Many operators think crowning is only for long workpieces, but this is simply not true. If you apply 50 tons of force over a 3000mm bend length, much less deflection of the upper beam and bed occurs than if you were to apply the same pressure over a 300mm area in the center of the machine. Since more deflection of the upper and lower beam results when applying pressure only to the center of the press brake, you will need much more crowning to achieve the same relative bottom-dead-center position.
How do we compensate for these factors?
A process known as crowning provides the answers here. Crowning creates an opposite force that neutralises the deformation that occurs during the bending process. There are two types of crowning - dynamic and passive.
Passive crowning methods.

Quick release clamp system, showing the wedge adjustment and centre screw placement.
In the case of passive crowning, it is usually carried out using a system of wedges in the upper tool clamping system of the press brake. The wedges are adjusted in increasing increments of hundredths of mm, towards the centre of the top beam, effectively creating a mechanical opposing deformation that is ‘always on’. This process is usually carried out by a skilled operator, according to the job material characteristics, length and machine features. To avoid any modification of the adjustments the operator should number the wedges and keep them in the same order. The screws in the centre of the clamps that lock and release the wedges can be quickly checked to verify that the settings remain the same.
Dynamic crowning methods.
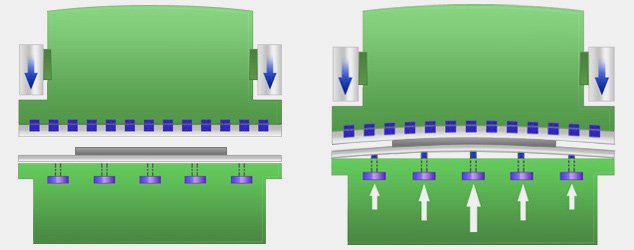
Hydraulic crowning compensation, showing cylinder bank in bottom beam.
Advances in press brake technology have lead to two methods of dynamic crowning being offered by press brake manufacturers. The first is hydraulic crowning. This system provides the required opposite force via a bank of hydraulic cylinders located in the lower beam of the press brake.

Mechanical crowning compensation, showing wedge system in the bottom beam.
The second method is that of motorised crowning, which uses a system of wedges in the press brake’s table to force the table upwards in a decreasing curve from centre to edges. A key distinction between these methods is that the wedge system cannot be adjusted mid-bending cycle, neither does it adjust according to bending pressure. The wedges must be set pre-bend. The hydraulic crowning system on the other hand provides for real time adjustment of crowning, as the press brake’s pressure changes. In fact some press brakes are even able to compensate for off centre loading, applying crowning where it is needed in an almost invisible process. Both methods are adjusted either manually or dynamically by the press brakes CNC control to eliminate work piece deformation.
Machines that reduce the effect of deformation by design.
The problem of work piece deformation has been addressed by some press brake manufacturers in interesting ways, eliminating the requirement for a crowning process. Two examples of these are the Promecam and the Safan E-brake.
The Promecam approach.
Promecam, a French upstroking press brake manufacturer, overcame the problem of work piece deformation in a very interesting fashion. The lower beam houses a single, centrally located cylinder that provides a central upward force. The top beam is static, but of course deforms according to the machines elasticity when pressure is applied. The clever part is that the top beam deforms in a reciprocal fashion to the bottom beam, in contrast to a downward stroking machine that has opposite deformation between the top and bottom beams. The result is an equal pressure and travel and a workpiece with an even angle across the length. The system is not infallible (setting the bottom beams balance is quite a complex affair) but it does work well.
The Safan E-brake approach.

Safan e-Brake pressure delivery, using a system of pulleys press evenly along the length.
Safan, the Dutch manufacturer of high end servo motor powered press brakes and guillotines has an ingenious approach to eliminating deformation in the workpiece and therefore the need for crowning. By utilising high power servo motors, fixed and movable rollers and specially developed belts, the pulley drive system delivers an equal and consistent downward pressure across the full length of the beam eliminating beam and bed deformation, resulting in fast, accurate and consistent bending.
Conclusion
We hope that we have been able to shed some light on this potentially tricky aspect of managing your press brakes consistency when bending. The correct application of crowning techniques can result in beautifully accurate bending in almost any circumstances. To read more about our press brakes that offer crowning, click here.